
Декабрь 2023 — Новости МоемГород
НАШ ГРАФИК РАБОТЫ В НОВОГОДНИЕ ПРАЗДНИКИ 2023-2024
Уважаемые друзья,
Мы поздравляем Вас с наступающими Новогодними праздниками, и желаем, чтобы в Новом 2024 году сбылись все самые заветные желания и мечты.
НАШ ГРАФИК РАБОТЫ В НОВОГОДНИЕ ПРАЗДНИКИ:
29 декабря 2023 - последний рабочий день в уходящем 2023 году. Прием заказов, самовывоз до 18:00.
с 9 января 2024 - Открыты офисы в Москве и Санкт-Петербурге. Прием и доставка заказов работает без ограничений и в полном объёме.
С наступающими Новогодними праздниками Вас и удачи в Новом 2024 году! Ура!
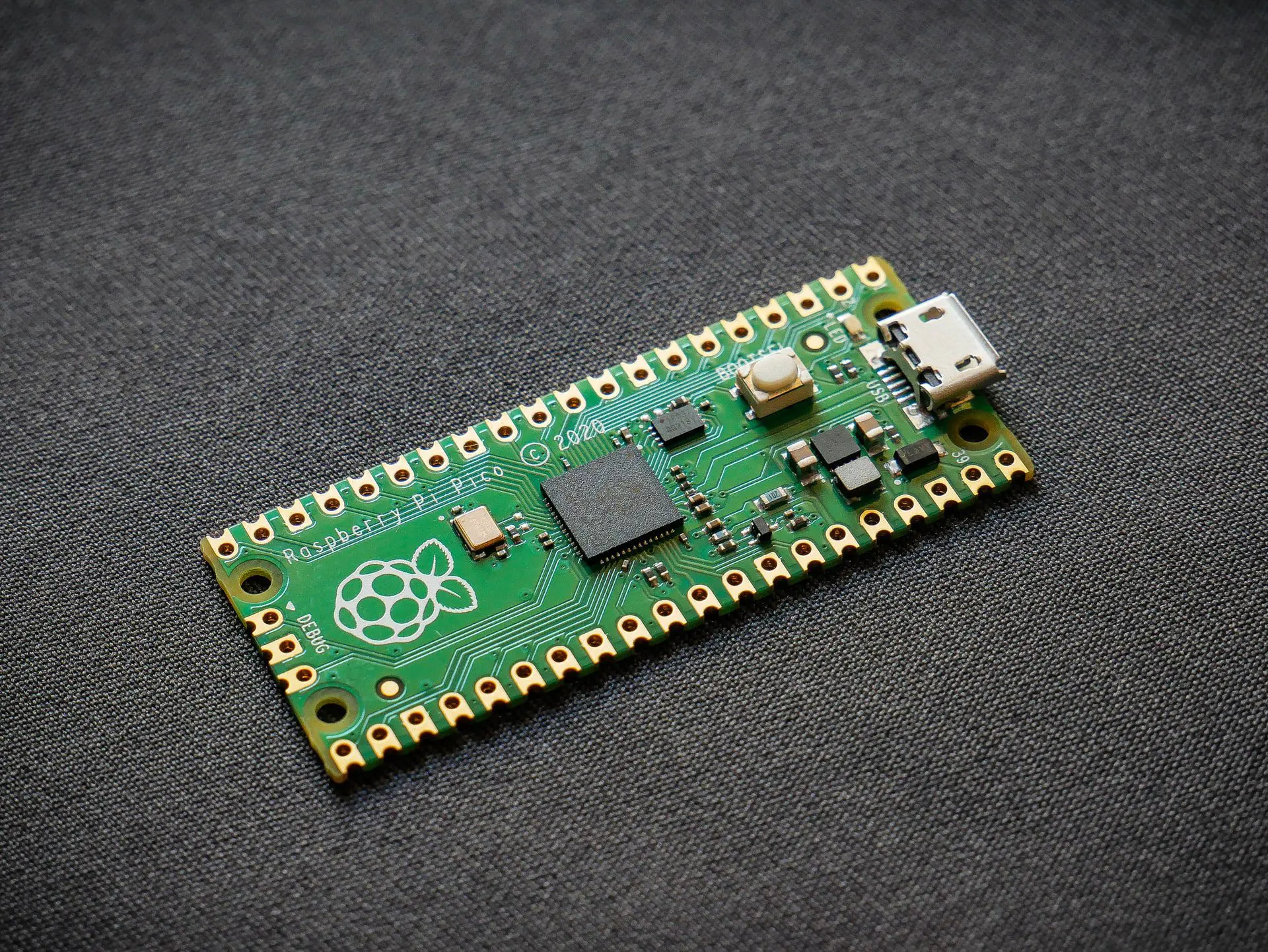
Объяснение процесса травления печатной платы

Содержание:
1 Виды травления
1.1 1. Кислотное травление
1.2 2. Щелочное травление
2 параметра, влияющих на процесс травления
2.1 Температура
2.2 Удельный вес (по Бауме)
2,3 рН
2.4 Концентрация химических добавок
2.5 Окислительно-восстановительный потенциал
3 Процессы травления печатной платы для изготовления платы
4 заключительные мысли о травлении печатной платы
Одним из наиболее важных аспектов производства печатных плат является процесс травления, который, по сути, включает в себя контролируемую коррозию. Когда коррозия происходит в нормальных условиях, металлы повреждаются. Однако процесс механической обработки, известный как травление, обеспечивает контроль коррозии и эффективное удаление меди с печатной платы. Любая медь, не являющаяся цепью, оставшаяся на плате, будет удалена с платы в процессе травления, создавая окончательный рисунок схемы.
Во многих отношениях травление печатной платы — это то же самое, что долбление камня. До процесса травления печатная плата похожа на камень с несколько однородным дизайном. Когда вы высекаете камень, может появиться весьма специфический рисунок или узор. То же самое справедливо и в случае, когда процесс травления происходит на печатной плате. Имейте в виду, что единственный способ добиться успеха в процессе травления — это сначала подготовить макет или дизайн, который будет иметь печатная плата после удаления базовой меди. Изображение, которое хочет дизайнер, будет перенесено на печатную плату с помощью процесса, известного как фотолитография.
Процесс травления печатной платы может быть настолько простым или сложным, насколько вам нужно. Процесс травления можно выполнять дома или в лаборатории, если вы производите лишь небольшое количество печатных плат. Выполняя этот процесс в меньшем объеме, вы можете существенно снизить производственные затраты. С другой стороны, травление требует помещения платы в химикаты, чтобы избавиться от нежелательной меди. Эти химические вещества могут быть опасными, и их нелегко утилизировать. В процессе травления для смывания химического раствора или в составе раствора можно использовать воду. В следующем руководстве подробно рассматривается травление печатных плат и важность этого процесса при создании печатных плат.
Виды травления
Существует два основных типа травления, которые можно использовать при изготовлении промышленных плат. Доступные вам типы травления включают кислотное травление и щелочное травление.
1. Кислотное травление
Кислотное травление — это высокоэффективный процесс, заключающийся в удалении меди из любых внутренних слоев печатных плат FR-4. Кислотное травление используется для этих типов плат из-за того, насколько точным может быть травление. Кислота в растворе не вступает в реакцию с фоторезистом, а это означает, что металл не будет иметь такого большого подреза. Единственным недостатком этого типа травления является то, что процесс кислотного травления занимает больше времени, чем щелочное травление и другие методы.
2. Щелочное травление
Щелочное травление можно наносить на внешние слои печатной платы. Поскольку щелочное травление можно выполнить быстрее, чем кислотное, вам не придется беспокоиться об однородности повреждения оставшейся меди. Из-за состава щелочного раствора он считается более активным, чем кислый, а это означает, что необходим тщательный контроль для обеспечения точности процесса травления.
Оба типа процессов травления доказали свою эффективность, поскольку значительный объем травления может быть выполнен при низких эксплуатационных затратах. Кислотное и щелочное травление также можно использовать для многих различных металлов.
Параметры, влияющие на процесс травления

Достигаемая скорость травления зависит от состава травильного раствора, а также от времени травления. Имейте в виду, что состав травителя практически постоянно меняется, что может затруднить определение скорости травления. Обеспечение качества процесса травления может осуществляться путем контроля определенных параметров, к основным из которых относятся:
- Температура
- Удельный вес (Боме)
- Уровень pH
- Концентрация химических добавок
- Окислительно-восстановительный потенциал (ОВП)
Температура
При контроле температуры раствора имейте в виду, что большинство травильных машин состоят из пластиковых деталей, поскольку металлические детали вступают в реакцию с травителями. Если ваша машина для травления оснащена пластиковыми деталями, температура не должна быть слишком высокой. В этой ситуации идеальный диапазон температур составляет около 50–55° по Цельсию, что соответствует 122–131° по Фаренгейту.
Удельный вес (Baume)
Что касается удельного веса (Baume), то он коррелирует с концентрацией травителя. Более высокое значение Боме обычно соответствует более высокой скорости травления. Если рассматривать конкретно pH раствора, то этот параметр особенно важен для щелочного травления. Эффективное щелочное травление можно проводить, когда значение pH раствора находится в пределах 7,9-8,1.
Уровень рН
Если pH раствора меньше 8,0, возможно, pH снизился из-за слишком интенсивной вентиляции или низкого содержания аммиака. Имейте в виду, что скорость травления также может быть низкой, если pH выше 8,8. Эта проблема может возникнуть, если в травитель попала вода или в нем слишком много меди. Что касается кислотного травления, любое увеличение значений pH может привести к получению неправильных показаний.
Мониторинг pH растворов для нанесения покрытий может быть затруднен, поскольку агрессивные растворы могут повредить электроды, не предназначенные для нанесения покрытий. Измерить уровень pH можно с помощью pH метра.
Концентрация химических добавок
Химические добавки можно использовать для эффективного повышения скорости травления. Наиболее часто используемой добавкой является соляная кислота, которая усиливает способность травителя связываться с растворенными металлами. Когда на промышленном или производственном объекте требуется непрерывное травление, необходимы химические добавки. Несмотря на то, что добавки усложняют травители, скорость травления неизменно улучшается.
Окислительно-восстановительный потенциал (ОВП)
Пятый и последний параметр включает окислительно-восстановительный потенциал, который показывает, насколько активен травитель. ОВП напрямую указывает на то, как ионы меди относятся к ионам меди и как ионы трехвалентного железа относятся к ионам двухвалентного железа. Пока медь травится, травитель переходит в состояние медь/железо из исходного состояния медь/железо.
Если вы получите высокое значение ОВП, вы можете быть уверены, что скорость травления также высока. Низкие значения ОВП указывают на неэффективность травления. Значение ОВП раствора можно определить по температуре травления, а также по наличию свободной кислоты. В травитель можно ввести окислитель и свободную кислоту, в результате чего ионы меди снова превратятся в форму меди. Измерить уровень ОВП можно с помощью ОВП метра.
Процессы травления печатной платы для изготовления платы
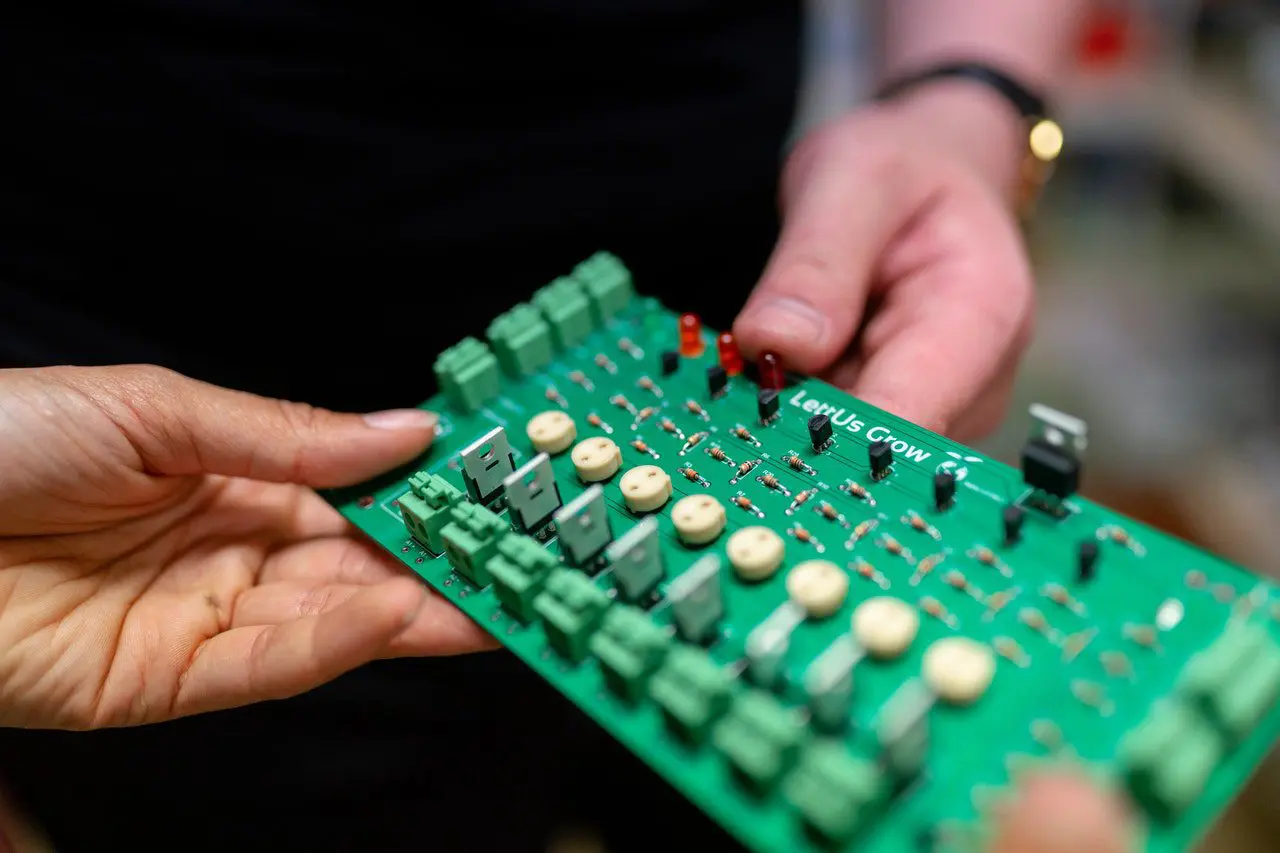
Процесс травления используется при изготовлении печатной платы. Во-первых, затвердевший фоторезист, который остается на внутренних слоях платы, защитит переходные отверстия, дорожки и другие части схемы. Остальная часть фоторезиста будет очищена, в результате чего останется голая медь. Затем эти слои будут полностью протравлены, чтобы гарантировать удаление голой меди. Таким образом, останется только окончательная схема. Тот же самый шаг будет происходить с внутренними слоями печатной платы, пока медь не будет удалена из каждого слоя платы.
Следующий шаг в этом процессе включает ламинирование каждого внутреннего слоя листами стекловолокна, покрытыми эпоксидной смолой. После завершения ламинирования в доске просверливаются сквозные отверстия. Затем нижний и верхний слои платы будут покрыты фоторезистом, после чего можно использовать лазер или ультрафиолетовый свет для экспонирования фоторезиста. Когда это произойдет, каждый аспект фоторезиста будет эффективно укреплен, за исключением схемотехники. Как только фоторезист будет смыт со схемы, обнажится медная фольга.
Медная фольга на поверхности платы будет полностью гальванически покрыта гораздо более толстым слоем меди. После завершения процесса меднения схема снова будет покрыта тонким слоем олова, который будет действовать как защитный слой для меди, пока продолжается заключительный этап процесса травления.
В этот момент затвердевший фоторезист будет смыт, а медная фольга вытравлена. Таким образом, останется только медная схема со слоем защитного олова. Когда жесть окончательно удалена, доска может пройти последний этап обработки.
Заключительные мысли о травлении печатной платы
Травление — сложный и очень важный процесс, необходимый для изготовления печатных плат. Хотя травление может происходить практически в любых условиях, сам процесс может быть несколько сложным, если вы никогда раньше не имели дела с травлением. Несмотря на то, что щелочное травление — самый быстрый тип травления, процесс кислотного травления не должен занимать слишком много времени. Когда вы помещаете печатную плату в кислотный раствор, медные дорожки можно полностью вытравить всего за 20 минут.
Когда дело доходит до изготовления печатной платы, травление является неотъемлемой частью создания необработанной печатной платы. Хотя необходимо будет выполнить несколько дополнительных процессов, прежде чем плата будет полностью изготовлена и завершена, процесс травления по существу подготавливает печатную плату к заключительным этапам изготовления.
Сравнительное исследование силиконовых и резиновых ракелей для мытья окон
Мытье окон – важный аспект поддержания чистоты и эстетического вида окружающей среды. Выбор материала резины для ракеля существенно влияет на эффективность и результативность процесса очистки. Целью этой исследовательской статьи является проведение углубленного анализа пригодности силиконовых и резиновых ракелей для мытья окон с учетом таких факторов, как производительность, долговечность и общий опыт использования.
1. Введение:
Выбор подходящего материала для сгона имеет решающее значение при мытье окон. Силиконовые и резиновые лезвия для ракелей — два распространенных варианта, каждый из которых имеет свои преимущества и потенциальные недостатки. В этой статье проводится сравнительный анализ этих материалов, который поможет принять обоснованные решения для достижения оптимальных результатов мытья окон.
Ракели традиционно изготавливаются из нержавеющей стали с прорезиненными лезвиями. Однако лезвия ракелей, изготовленные из новых материалов, таких как высокоэффективный силикон, меняют правила игры и безопасны для всех поверхностей.
2. Характеристики материала:
2.1 Силикон:
Силиконовые ракели известны своей гибкостью, долговечностью и устойчивостью к факторам окружающей среды. Материал устойчив к перепадам температур, воздействию ультрафиолета и химикатов, что делает его пригодным для длительного использования. Инертный характер силикона также обеспечивает совместимость с различными чистящими растворами.
2.2 Резина:
Резиновые ракели, часто изготовленные из таких соединений, как натуральный каучук или синтетические материалы, такие как неопрен, предлагают баланс между доступностью и функциональностью. Резиновые скребки обеспечивают хорошую эластичность, позволяя эффективно удалять воду и чистящие средства с поверхностей окон.
3. Производительность и эффективность очистки:
3.1 Силикон:
Силиконовые скребки обеспечивают эффективную очистку без разводов. Гладкая и гибкая природа материала обеспечивает оптимальный контакт с поверхностью, обеспечивая эффективное удаление воды и раствора. Устойчивость силикона к деформации способствует стабильной работе с течением времени.
3.2 Резина:
Резиновые скребки, обладающие присущей им эластичностью, также обеспечивают эффективные результаты очистки. Однако характеристики могут варьироваться в зависимости от конкретной используемой резиновой смеси. Более мягкие резиновые смеси могут лучше прилегать к неровным поверхностям, тогда как более твердые резиновые смеси могут обеспечить повышенную долговечность.
4. Прочность и долговечность:
4.1 Силикон:
Силиконовые ракели обладают превосходной долговечностью, сохраняя гибкость и производительность даже при длительном использовании. Устойчивость материала к износу способствует увеличению срока службы, сокращая частоту замен. Срок службы силиконового лезвия примерно в 4 раза дольше при цене в среднем выше в 2 раза.
4.2 Резина:
Срок службы резиновых ракелей зависит от конкретного используемого состава. Хотя некоторые резиновые смеси обеспечивают удовлетворительный срок службы, другие могут изнашиваться быстрее, что требует более частой замены.
5. Заключение:
Что касается мытья окон, выбор между силиконовыми и резиновыми лезвиями для сгона в конечном итоге зависит от конкретных потребностей задачи. Силиконовые ракели отличаются стабильной производительностью, долговечностью и устойчивостью к факторам окружающей среды, что делает их идеальными для профессионального и длительного использования. С другой стороны, резиновые ракели, благодаря своей универсальности и доступности, могут подойти для менее требовательных применений.
Профессионалы по мойке окон должны тщательно учитывать уникальные требования своих проектов и характеристики силиконовых и резиновых ракелей, чтобы принимать обоснованные решения, соответствующие их целям очистки и бюджетным ограничениям.
Статьи по теме:
МоемГород - дистрибьютор американской марки инвентаря для мытья окон Sorbo

ВЫСОКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ, ШИРОКИЙ КАНАЛ!
ИЗОБРЕТАТЬ — ЭТО ОДНО, А ИЗМЕНИТЬ ВСЮ ОТРАСЛЬ — ЭТО ДРУГОЕ… В ЭТОМ РАЗНИЦА SORBO!
До того, как Сёрбо Самуэльссон изобрел регулируемый канал сгона 3×4®, также известный как сгон с широким корпусом, все думали, что сгон уже достиг вершины совершенства и не нуждается в усовершенствовании. Но благодаря свежему взгляду и хорошей дозе нестандартного мышления Sorbo доказал, что все может быть лучше. Это было по-другому, даже странно, но делало работу мойщика окон проще и выгоднее. Появилась новая линейка продуктов, о существовании которых никто и не предполагал… продукты, которые изменили способ мытья окон.
Когда все остальные просто признали, что мытье французских окон всегда будет болезненным и трудоемким процессом, Сёрбо создал Multi-Squeegee®. Его необычное, но весьма эффективное творение сократило трудозатраты вдвое. Он сделал то же самое для чистки окон с жалюзи с помощью Tricket®. С помощью Eliminator® большие площади витрин магазинов можно очистить одним простым движением. Это всего лишь несколько идей, которые возникли из его желания упростить мытье окон снизу вверх… с точки зрения настоящих мойщиков окон.


Компания Sörbo Samuelsson является последней из первых производителей средств для мытья окон и становится одним из самых громких имен благодаря изобретению и производству самого инновационного оборудования для мытья окон в отрасли.
Перейти в каталог Sorbo - профессиональные инструменты для чистки окон
Ого, что это пролетело???
- Ого, что это пролетело???
- А, это снова год пролетел. Они здесь часто пролетают...
Скоро Новый Год. Наш сайт снова зимний :)
Скоро будут поздравления, пожелания и новые надежды, свершения.
